
Ink curing
The UVLED curing machine can quickly dry the ink and fix it on the surface of the substrate in a short time, greatly improving production efficiency and making the production line smoother and more efficient. The cured ink has good adhesion and printing suitability, so UVLED technology can be used for pad printing and ink curing after screen printing. UVLED curing technology can be used for a single UV curing machine or in an automatic printing production line with a pad printer and screen printer.
Protecting printed materials
• The UVLED curing machine is a cold light source device that does not generate heat radiation. The surface temperature of the irradiated product rises below 5°C, which can prevent some materials such as plastic films from deforming due to overheating.
Energy saving and environmental protection
• UVLED curing machine has low energy consumption, only consumes electricity during irradiation, and almost zero power consumption during standby. The effective luminous efficiency is more than 10 times higher than that of traditional mercury lamps, which can save a lot of electricity every year and reduce carbon dioxide emissions. It does not contain mercury and ozone, and meets the requirements of energy saving and environmental protection.
Customization and flexibility
• The shape and size of the luminous area of the UVLED surface light source can be customized according to the needs of users, which can better adapt to substrates of different sizes and shapes and diversified printing needs, such as the printing of some special shapes of crafts, electronic components, etc.
Equipment miniaturization and intelligence
• The small size of the UVLED controller makes the installation of the equipment easier and reduces the site occupation area of the production site. It is also equipped with an intelligent control system that supports fine adjustment of light intensity, time and temperature. It can be customized according to specific curing needs to ensure that each curing process can achieve the best effect.
There is no problem with cylindrical hot stamping. The question is: can the hot stamping be done when the diameter of the cylindrical body exceeds 300mm? The answer is yes. We understand that large-size plastic barrels are very easy to screen print, and the thermal transfer is very mature, so bronzing should not be a problem.
However, bronzing is more difficult than silk screen printing and thermal transfer. Due to the flat pressing process, it is very important to ensure smooth rotation during the rotation of the plastic barrel. At the same time, the contact between the pressing of the stamping plate and the roller must be balanced and stable. These requirements all require that the manufacturing process of the hot stamping machine must guarantee accuracy. For the time being, manufacturing such a large-sized stamping machine is also a challenge for KC.


Polyolefin materials, especially polyethylene, and polypropylene are the most common materials in plastic packaging materials. It has the advantages of low density, high strength, good flexibility, good corrosion resistance, and environmental protection. It is widely used in food, pharmaceuticals, and cosmetics. Manufacturing of hollow containers for daily necessities. Surface treatment of polyolefin materials before printing is the most common issue involved in the printing process.
The hydrogen bonding of the polyolefin material causes the olefin molecules to form a non-polar structure. This non-polar structure forms a repulsive unit on the surface of the material. The surface tension is low, which affects the penetration of the ink molecules. If the necessary surface treatment is not performed, the adhesion of the ink Focus will be affected.
There are many ways for the surface treatment of polyolefins. The better method for the treatment of hollow plastic containers, cups, hoses and other products is flame treatment. Flame treatment introduces oxygen atoms in the middle of olefin hydrogen bonds, thereby changing the surface structure of olefin molecules and thus Form polar groups, increase the surface tension of the material and improve the affinity of the ink.
Some PP special inks contain strong oxidants, which can play the role of penetration while oxidizing, and can not be treated with flame. However, there are many process variables in the manufacture of olefin materials, and flame processors are still the recommended option.
Moiré fringe is an optical phenomenon first discovered by French researcher Moore in the eighteenth century. From a technical point of view, a moiré fringe is a visual result of interference between two lines or two objects at a constant angle and frequency. When the human eye cannot distinguish between the two lines or two objects, only the two lines or two objects can be seen. The pattern of interference, this optical phenomenon is the moire fringe.
Moire fringes are a potential problem for halftone screen printing. The so-called halftone printing is a method of expressing a layer by successively adjusting a original to be decomposed into dots of different sizes by photographing or other methods. The dark call prints a larger dot to express, and the bright call prints a smaller dot to express, and interference between the dots of the same color, especially the multi-color printing or the four-color printing dot, forms a moire fringe.
The moire fringes formed between the dots are a common problem in all levels of screen printing. The dot and the screen can also form another form of moiré, the distribution of such moire on the screen can produce an illegible pattern that is significantly different from the original.
Moire fringes can be produced in three ways:
1. Interference between two or more color dots;
2. Interference between various color dots and screen mesh;
3. As an additional factor, interference occurs due to the nature of the substrate itself. The purpose of using the Moiré stripe protection system is to predict moiré fringes based on the mesh size, number of screen lines, number of screens, and screen angle you have selected.
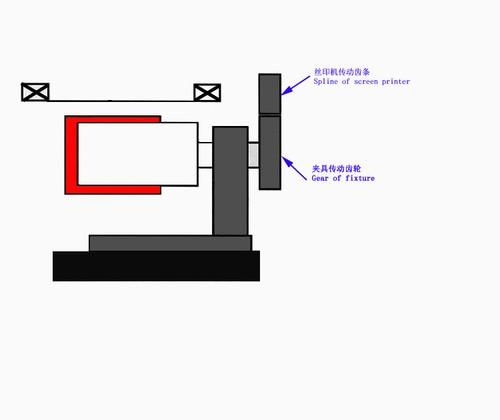
Both semi-automatic cylinder screen printer or automatic cylinder screen printer, always in the shaft end of the fixture is installed, install a gear for the network version of the reciprocating motion into rotational motion of the cylinder substrates. Select this gear is very important: For standard cylinder, as long as the measurement of the diameter of the cylinder, it can determine the number of teeth of the gear, a normal gear modulus of 1, then the number of teeth is equal to the diameter of the cylindrical products.
For the cone, if the taper is not great, the diameter of the intermediate section can be selected to determine the number of teeth of the gear. If the taper of the cone is larger, can be divided into two sections to print. In fact, the screen printing of the cone there is always a big end of the compression and the small end of the oil return.
Similar to the silk screen and the cylinder of the ellipsoid products, we can think of the one surface of the ellipsoid as part of the cylinder to the printing, due to the rotational center of the oval body is not the rotational center of the spheroid, the need to produce eccentric jig to achieve the purpose. The end of the shaft diameter of the gear and the diameter of the transmission gear.
When the length the gear indexing Park diameter greater than the diameter of the product, it is clear that the gear has been rotated in the same length of the Product leaving traces! In this way, the graphic on the screen will be stretched printed to the product surface. Conversely, if the diameter of the gear indexing park is less than the diameter of the products, then the teletext halftone compression printed onto the surface of the product, these are not allowed!
There are a variety of surface decoration ribbon: screen printing, sublimation transfer printing.
In the drum-shaped surface of gilt ribbon has a direct and indirect gilt gilt two processes.
The so-called indirect hot stamping, screen printing is the first with fully automatic screen printing machine hot stamping the surface of the ribbon paste, then transfer with a thermal transfer machine. This method of gilding with full text, three-dimensional features, but a large equipment investment.
Directly on the ribbon is directly gilt gilt surface. Using hot stamping machine, there are two, one is the volume of the platen roll ribbon stamping machine, stamping machine such slow. The other is a round flattened Roll ribbon stamping machine, stamping his copper rollers, the speed is faster. But production costs are higher copper roller. Every time stamping need to produce different sizes of different diameter cylinder.

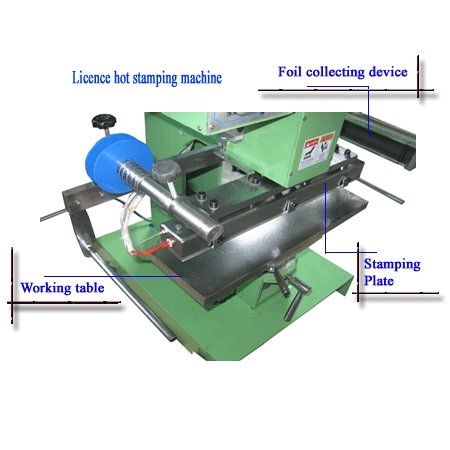
Almost all types of stamping machine can be used for stamping license plates. However, if the user's main product is a plastic licence plate, then customized according to the size of the license plate of a dedicated tipping machine will be a lot easier to use.
Special license plate stamping machine hot plate more emphasis on smoothness, is an Israeli company that we custom license plate stamping machine with a thickness of 50mm steel plate, and after grinding, its flatness and dimensional tolerances are minimized.
Key pressure bronzing machine is also completed with high quality stamping, KC brands unique crank mechanism can achieve maximum two tons of pressure, which are those that are totally cheap tipping machine can not match!
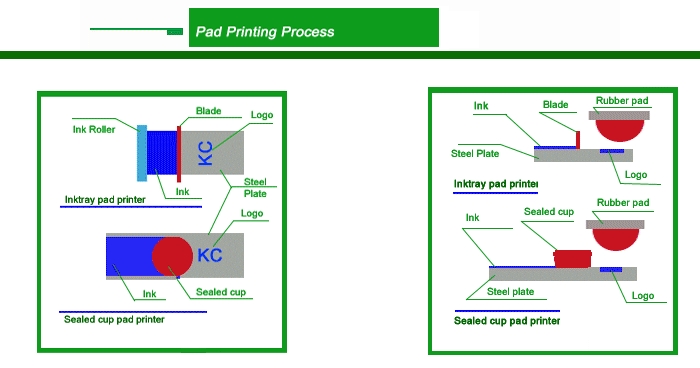
What is a pad printing machine?
The pad printing machine first appeared in Europe, and the “pad” was used to transfer the pattern on the plate, so it was called “Pad printer.” It was actually an indirect printing method. Pad is an intermediate carrier made of silicone rubber. It should be called a plastic head printing machine. However, this method of literal translation is not enough image, and Hong Kong practitioners first translate it into a pad printing machine.
The pad printing head is very soft and easily deformed, so the pad printing machine is very suitable for injection molding products with complicated shapes. At present, there are more than 30 factories in China that produce pad printing machines. The more famous brands are KENT, WINON, Etc.
